اطلاعات یادآوری


May 25, 2026
الف سنگ شکن تراشه های آهنی مدولار گلوگاه عملیاتی حیاتی مدیریت انبوه فلزی لانه پرنده را با کاهش مکانیکی چرخش های طولانی و پیوسته فلز به تراشه های کوچک و یکنواخت حل می کند. این کاهش حجم ساختاری، چگالی پروفیل قراضه خام را تا 80 درصد فشرده میکند، به طور قابلتوجهی ردپای انبار را کاهش میدهد، هزینههای حمل و نقل لجستیک را کاهش میدهد و بازده سیال خنککننده را تا 95 درصد در طول چرخههای جداسازی گریز از مرکز بعدی به حداکثر میرساند.
راندمان پردازش یک دستگاه خردکن مدولار به مکانیزم برش با گشتاور بالا دو شفت یا تک شفت که در سرعت های ساختاری پایین می چرخد متکی است. همانطور که دسته های پیوسته از چرخش های چدنی شکل یا فولاد کربنی وارد دهانه قیف می شوند، چاقوهای آلیاژی قلابی شکل مخصوص محیط بیرونی لانه قیف را می گیرند.
این ماده در مقابل یک بلوک ضد چاقوی ثابت قرار می گیرد و رشته های فلزی را در امتداد خطوط تنش کریستالی برش می دهد. این پیکربندی با سرعت پایین و گشتاور بالا از تجمع گرما جلوگیری میکند و خطر جرقه یا احتراق موضعی را از بین میبرد و آن را به روشی فوقالعاده ایمن برای پردازش ضایعات اشباع شده با روغنهای برش مبتنی بر نفت فرار تبدیل میکند.
برای اطمینان از ادغام مناسب در سلولهای ماشینکاری خودکار یا محوطههای جمعآوری ضایعات متمرکز، پارامترهای دستگاه باید با حجم خروجی کارخانه تولید مطابقت داشته باشد. شاخص های عملکرد فیزیکی خاص زیر نشان می دهد که چگونه مقیاس مدولار با عملیات کف مختلف مطابقت دارد.
| ویژگی عملکرد | ماژول سلول فشرده | ماژول کارخانه متمرکز |
|---|---|---|
| ظرفیت خروجی (فولاد/آهن) | 200 تا 400 کیلوگرم در ساعت | 1500 تا 3000 کیلوگرم در ساعت |
| قدرت موتور درایو اصلی | 5.5 کیلو وات تا 7.5 کیلو وات | 30 کیلو وات تا 45 کیلو وات |
| نمایه طول تراشه Post-Crush | تراشه های یکنواخت زیر 15 میلی متر | ضایعات زیر 25 میلی متری قابل بیل زدن |
| اندازه ردپای سازه | 1100 میلی متر در 850 میلی متر | 2800 میلی متر در 1800 میلی متر |
تراشکاری های آهن خام و خرد نشده به عنوان یک اسفنج ساختاری عمل می کنند و مقادیر زیادی مایع برش امولسیون شده گران قیمت را در سطح بالایی خود نگه می دارند. پردازش چرخشهای شل مستقیماً از طریق سانتریفیوژ بسیار ناکارآمد است زیرا لانههای ساختاری بلند در داخل درام چرخان در هم میپیچند و باعث عدم تعادل مکانیکی عظیم میشوند.
مثال پردازش صنعتی: یک کارخانه ریختهگری خودرو با اندازه متوسط که ماهانه 50 تن تراش آهن تولید میکرد، تقریباً 120 لیتر روغن برش را به ازای هر تن حشره خرد نشده از دست میداد. پس از اجرای یک واحد خرد کن مدولار محلی برای کاهش پروفیل swarf تا تراشه های شل 10 میلی متر، تراشه گیر ثانویه آنها ماهیانه 5400 لیتر روغن خنک کننده تمیز بازیابی کرد که باعث صرفه جویی مستقیم در تهیه مواد شیمیایی بیش از 14000 دلار در سه ماهه اول عملیات شد.
جریان های ضایعات صنعتی اغلب حاوی آلاینده های فلزی مانند پیچ و مهره های افتاده، درج های ابزار کاربید شکسته یا انتهای میله های ساختاری سنگین هستند. برای جلوگیری از آسیب فاجعه بار چاقو یا شکستن شفت محرک هنگام ورود اجسام غیرقابل خرد شدن به محفظه، واحدهای مدولار مدرن دارای یک کنترلر PLC یکپارچه هستند که به طور مداوم بر جریان الکتریکی موتور محرک اصلی نظارت می کند.
مزیت اصلی طرحبندی ساختاری مدولار، قابلیت سرویسدهی مجموعه برش بدون کندن کل قاب مکانیکی است. حلقه های برش با سایش بالا با استفاده از یقه های قفلی با ماشینکاری دقیق بر روی شفت های شش ضلعی نصب می شوند. وقتی لبههای چاقو پس از پردازش حجمهای بالای چدن ساینده کدر میشود، تیمهای تعمیر و نگهداری میتوانند مجموعه کامل نوار شفت را بیرون بکشند، تک تک ماژولهای تیغه فرسوده را جایگزین کنند و دستگاه را در یک پنجره تعمیر و نگهداری برنامهریزیشده کوتاه و دو ساعته برگردانند.
محصولات مرتبط $ $
 Model:TYSK-630T لوله مته ، مفصل و جفت شدن
Model:TYSK-630T لوله مته ، مفصل و جفت شدن
The machine adopts a FANUC CNC system with stable processing accuracy and flexible programming functions to ensure that the processed parts meet strict industry standards. The high torque and heavy-load design can cope with long-term continuous work and has strong durability.
 مدل: TYSK-1355 تراش لوله روغن
مدل: TYSK-1355 تراش لوله روغن
این دستگاه از سیستم CNC FANUC با دقت پردازش پایدار و عملکردهای برنامهنویسی انعطافپذیر استفاده میکند تا اطمینان حاصل شود که قطعات پردازش شده استانداردهای سختگیرانه صنعت را برآورده میکنند. گشتاور بالا و طراحی بار سنگین می تواند با کار مداوم طولانی مدت مقابله کند و دوام قوی دارد.
 مدل: TYSK-XQJ-550 دستگاه Skiving فیلم PTFE متوسط و بزرگ
مدل: TYSK-XQJ-550 دستگاه Skiving فیلم PTFE متوسط و بزرگ
طراحی شده برای پردازش پرده هایی با حداکثر قطر 550 میلی متر و حداکثر طول 1000 میلی متر. ما همچنین می توانیم با توجه به نیاز کاربران سفارشی سازی کنیم. سرعت و ضخامت تغییر دوستانه با CNC.
 سری: TYSK-NKJ دستگاه پیچ/پوشش و لوله اتصال واحد اتصال
سری: TYSK-NKJ دستگاه پیچ/پوشش و لوله اتصال واحد اتصال
این دستگاه از یک موتور هیدرولیک، مکانیزم شناور مکانیکی و تشخیص گشتاور در زمان واقعی استفاده می کند، با خمش مواد سازگار می شود و از تغییر شکل مواد جلوگیری می کند. ماشین های کمکی برای کمک به نیمه اتوماسیون پیکربندی شده اند.
 راه حل های طولانی و مواد سنگین مکانیسم بارگذاری و تخلیه خودکار برای نخ زدن لوله
راه حل های طولانی و مواد سنگین مکانیسم بارگذاری و تخلیه خودکار برای نخ زدن لوله
حالت پشتیبانی انعطاف پذیر ویژه می تواند تأثیر خمش قطعه کار را در پردازش کاهش دهد و عملکرد را بهبود بخشد. کاملاً با دستگاه تراش رزوه ما مطابقت دارد.
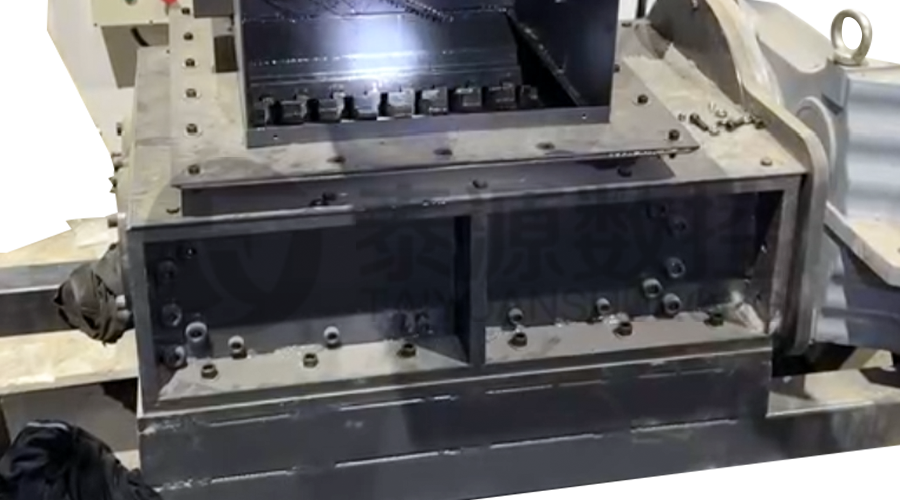
سنگ شکن تراشه های آهنی مدولار سنگ شکن با استحکام بالا برای چیپ
تیغه ها از مواد با استحکام بالا ساخته شده اند و به طور منطقی در خروجی تراشه گیر قرار می گیرند تا تراشه های آهنی را بشکنند. خطر عقبگرد را کاهش دهید و استفاده از قاب زباله را بهبود بخشید.
 سری: TYSK-HB جوشکار باند مقاوم به سایش نیمه اتوماتیک
سری: TYSK-HB جوشکار باند مقاوم به سایش نیمه اتوماتیک
قابل استفاده برای ARNCO 100XT، 200XT، 300XT. پشتیبانی از φ1.2-2.0 با هسته یا سیم جامد جوشکاری سطحی. می توان به جوش اسپری تک تفنگی و جوش اسپری دو تفنگی دوطرفه مجهز شد. پشتیبانی از کنترل سیستم PLC یا CNC.
