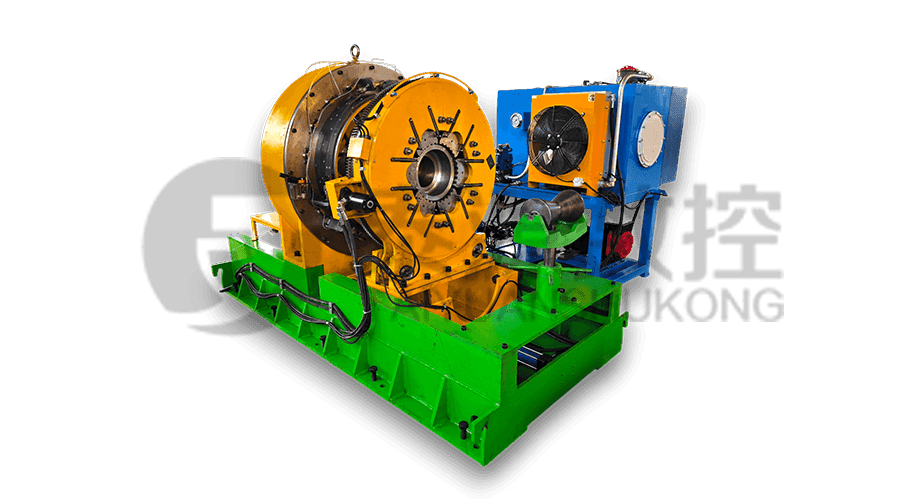
مدل: Tysk-630T
این دستگاه یک سیستم Fanuc CNC را با دقت پردازش پایدار و توابع برنامه نویسی ان...


دقت پردازش تجهیزات عالی ، استحکام خوب ، راندمان پردازش درجه یک ، به طوری که محصولات ما می توانند برای استانداردهای API و بیشتر اتصال حق بیمه بازار واجد شرایط باشند. $ $

این دستگاه یک سیستم Fanuc CNC را با دقت پردازش پایدار و توابع برنامه نویسی ان...

این دستگاه یک سیستم Fanuc CNC را با دقت پردازش پایدار و توابع برنامه نویسی ان...






در محیط پر تقاضای تولید کالاهای لوله ای کشور نفت (OCTG)، رعایت استانداردهای 5CT مؤسسه نفت آمریکا (API) فقط یک الزام قانونی نیست، بلکه پایه ای برای ایمنی عملیاتی است. یکپارچگی رشته چاه به شدت به دقت اتصالات رزوه بستگی ...

در بخش پرمخاطب تولید تجهیزات نفتی، انتقال از تجهیزات مستقل به سیستمهای کاملاً یکپارچه دیگر یک امر لوکس نیست، بلکه یک ضرورت فنی است. الف دستگاه رزوه کش لوله cnc ضربان قلب این انتقال است، به ویژه هنگامی که با قط...
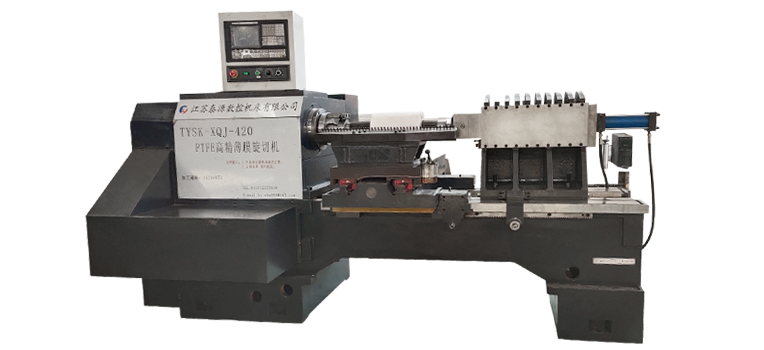
در صنعت پلاستیک با کارایی بالا، کارایی تبدیل مواد خام گران قیمت به فیلمهای قابل استفاده، معیاری حیاتی برای سودآوری است. پردازش بیلت های پر شده با PTFE (پلی تترا فلوئورواتیلن) - که اغلب حاوی الیاف شیشه، کربن یا برنز...
تعهد ما
هدف ما ارائه راهکارهای سفارشی به بازار و مشتریانمان است، چه یک محصول واحد باشد و چه یک مجموعه کامل از تجهیزات.
در حالی که بازارها، کاربردها و مشتریان متفاوت هستند، ما یک رویکرد منحصر به فرد داریم که مشتریان ما را به سمت موفقیت سوق میدهد.
ما با صبر و حوصله و دقت به هرگونه سوال و بازخورد مشتریان پاسخ خواهیم داد.
برای هرگونه مشاوره از مشتریان، ما در اسرع وقت حرفهایترین و معقولترین قیمت را ارائه خواهیم داد.
برای هر محصول جدید مشتریانمان، ما به صورت بسیار حرفهای با آنها ارتباط برقرار خواهیم کرد، به نظرات آنها گوش خواهیم داد و پیشنهادات عملی ارائه خواهیم داد تا اطمینان حاصل کنیم که بهترین محصولات را ارائه میدهیم.
ما هر سفارشی از مشتریان خود را به موقع و با کیفیت و کمیت تضمین شده انجام خواهیم داد.

Jiangsu Taiyuan CNC Tool Tool Co. ، Ltd. دارای انواع دستگاه های CNC برای پردازش لوله است. در زیر روش تنظیم پارامترهای برش از دستگاه تراش نخ لوله CNC برای اطمینان از کیفیت موضوع هنگام پردازش لوله های مواد مختلف:
پردازش لوله های فولادی
سرعت برش: برای لوله های ساخته شده از فولاد کربن متوسط ، سرعت برش می تواند در حدود 100-200 متر در دقیقه باشد. اگر از فولاد آلیاژ باشد ، به دلیل سختی زیاد ، سرعت برش باید به طور مناسب به حدود 80-150 متر در دقیقه کاهش یابد تا از پوشیدن بیش از حد ابزار جلوگیری کند و از کیفیت سطح نخ اطمینان حاصل کند.
نرخ خوراک: معمولاً نرخ خوراک در هر انقلاب در 0.5-1.2 میلی متر در Rev مناسب تر است. برای موضوعات با نیازهای با دقت بالا ، می توان نرخ خوراک کمتری مانند 0.5-0.8 میلی متر در Rev را برای بهبود پایان و دقت موضوع انتخاب کرد.
عمق برش: با توجه به مشخصات و الزامات نخ ، عمق برش را می توان در طول ماشینکاری خشن در 1-2 میلی متر کنترل کرد و در طی ماشینکاری ریز 0.2-0.5 میلی متر.
پردازش لوله های مس
سرعت برش: سختی مس نسبتاً کم است و سرعت برش می تواند به طور مناسب افزایش یابد ، به طور کلی در حدود 200-300 متر در دقیقه. با این حال ، سرعت نباید خیلی زیاد باشد ، در غیر این صورت ممکن است باعث شود تراشه های مس به اطراف ابزار بپیچند و بر کیفیت پردازش تأثیر بگذارند.
نرخ خوراک: نرخ خوراک را می توان بین 0.8-1.5 میلی متر در Rev انتخاب کرد. با توجه به انعطاف پذیری خوب مس ، میزان خوراک بزرگتر می تواند نیروی برش را کاهش داده و از تغییر شکل بیش از حد مواد جلوگیری کند ، اما همچنین باید توجه داشت که برای جلوگیری از تأثیرگذاری بر صحت نخ نباید خیلی بزرگ باشد.
عمق برش: عمق برش می تواند در طول ماشینکاری خشن 1.5-2.5 میلی متر و در طی ماشینکاری ریز 0.3-0.6 میلی متر باشد.
پردازش لوله های آلومینیومی
سرعت برش: آلومینیوم از سختی کم و عملکرد برش خوبی برخوردار است ، بنابراین سرعت برش می تواند بیشتر باشد ، معمولاً 300-500 متر در دقیقه. با این حال ، باید به مشکل لبه ساخته شده که ممکن است در طول برش با سرعت بالا رخ دهد ، توجه شود که با اقدامات خنک کننده و روغن کاری مناسب قابل حل است.
نرخ خوراک: نرخ خوراک می تواند در حدود 1-2 میلی متر در Rev باشد. از آنجا که مواد آلومینیومی نرمتر هستند ، سرعت خوراک بزرگتر می تواند راندمان پردازش را بهبود بخشد ، اما لازم است از ایجاد سرعت خوراک بیش از حد از ایجاد نقص مانند خراش روی سطح نخ جلوگیری شود.
عمق برش: عمق برش می تواند 2-3 میلی متر در طول پردازش خشن و 0.3-0.8 میلی متر در طول پردازش خوب باشد.
پردازش لوله های استیل ضدزنگ
سرعت برش: فولاد ضد زنگ از استحکام و سختی بالایی برخوردار است و مستعد سخت شدن کار است. سرعت برش به طور کلی 60-120 متر در دقیقه است. سرعت بسیار کم باعث افزایش سایش ابزار می شود و سرعت بیش از حد ممکن است باعث سوختگی ابزار و تغییر شکل قطعه شود.
نرخ خوراک: نرخ خوراک در هر انقلاب به طور کلی 0.3-0.8 میلی متر در Rev است. نرخ خوراک کمتری می تواند نیروی برش را کاهش دهد ، میزان سخت شدن کار را کاهش داده و به کیفیت موضوع کمک کند.
عمق برش: عمق برش را می توان در طول ماشینکاری خشن 0.8-1.5 میلی متر کنترل کرد و در طی ماشینکاری ریز 0.1-0.3 میلی متر. $ $
